

1. Характарыстыкі спецыяльных матэрыялаў для дакладнай экструзіі з алюмінію і алюмініевых сплаваў
Гэты тып вырабу мае спецыяльную форму, тонкую сценку, невялікую вагу і вельмі строгія патрабаванні да дапушчальных адхіленняў. Такія вырабы звычайна называюць дакладнымі (або звышдакладнымі) профілямі (трубамі) з алюмініевых сплаваў, а тэхналогія вытворчасці такіх вырабаў называецца дакладным (або звышдакладным) экструзіраваннем.
Асноўныя асаблівасці спецыяльных дакладных (або звышдакладных) экструзійных вырабаў з алюмініевых сплаваў:
(1) Існуе мноства разнавіднасцяў, невялікіх партый, і большасць з іх з'яўляюцца спецыяльнымі экструзійнымі матэрыяламі, якія выкарыстоўваюцца практычна ва ўсіх сферах жыцця і ва ўсіх аспектах жыцця людзей, у тым ліку ва ўсіх экструзійных вырабах, такіх як трубы, пруткі, профілі і дрот, якія ўключаюць розныя сплавы і станы. З-за малога папярочнага сячэння, тонкай таўшчыні сценкі, лёгкай вагі і невялікіх партый, звычайна няпроста арганізаваць вытворчасць.
(2) Складаныя формы і спецыяльныя контуры, пераважна фігурныя, плоскія, шырокія, крылападобныя, зубчастыя, сітаватыя профілі або трубы. Плошча паверхні на адзінку аб'ёму вялікая, а тэхналогія вытворчасці складаная.
(3) Шырокае прымяненне, спецыяльныя патрабаванні да прадукцыйнасці і функцыянальнасці. Для задавальнення патрабаванняў выкарыстання прадукту абраны розныя станы сплаваў, якія ахопліваюць практычна ўсе сплавы ад 1××× да 8××× і дзясяткі станаў апрацоўкі, з высокім тэхнічным складам.
(4) Вытанчаны знешні выгляд і тонкая таўшчыня сценкі, звычайна менш за 0,5 мм, некаторыя нават дасягаюць каля 0,1 мм, вага на метр складае ўсяго ад некалькіх грамаў да дзясяткаў грамаў, але даўжыня можа дасягаць некалькіх метраў ці нават соцень метраў.
5) Патрабаванні да дакладнасці памераў і геаметрычных дапушчальных памераў профіляў вельмі строгія. Звычайна дапушчальныя памеры для дакладных профіляў з алюмініевых сплаваў малога памеру больш чым у два разы перавышаюць дапушчальныя памеры спецыяльных марак у стандартах JIS, GB і ASTM. Дапушчальнае адхіленне таўшчыні сценкі для профіляў з алюмініевых сплаваў агульнага памеру павінна складаць ад ±0,04 мм да 0,07 мм, у той час як дапушчальнае адхіленне памеру профіля для ультрадакладных профіляў з алюмініевых сплаваў можа дасягаць ±0,01 мм. Напрыклад, вага дакладных алюмініевых профіляў, якія выкарыстоўваюцца для патэнцыяметра, складае 30 г/м², а дыяпазон дапушчальных памераў профіля складае ±0,07 мм. Дапушчальнае адхіленне памеру папярочнага сячэння дакладных алюмініевых профіляў для ткацкіх станкоў складае ±0,04 мм, вуглавое адхіленне менш за 0,5°, а ступень выгібу — 0,83×L. Іншым прыкладам з'яўляецца высокадакладная ультратонкая плоская труба для аўтамабіляў, шырынёй 20 мм, вышынёй 1,7 мм, таўшчынёй сценкі 0,17 ± 0,01 мм і 24 адтулінамі, якія з'яўляюцца тыповымі ультрадакладнымі профілямі з алюмініевага сплаву.
(6) Ён мае высокі тэхнічны складнік і вельмі складаны ў вытворчасці, а таксама мае асаблівыя патрабаванні да экструзійнага абсталявання, інструментаў, нарыхтовак і вытворчых працэсаў. На малюнку 1 паказаны прыклад разрэзу некаторых невялікіх дакладных профіляў з алюмініевага сплаву.
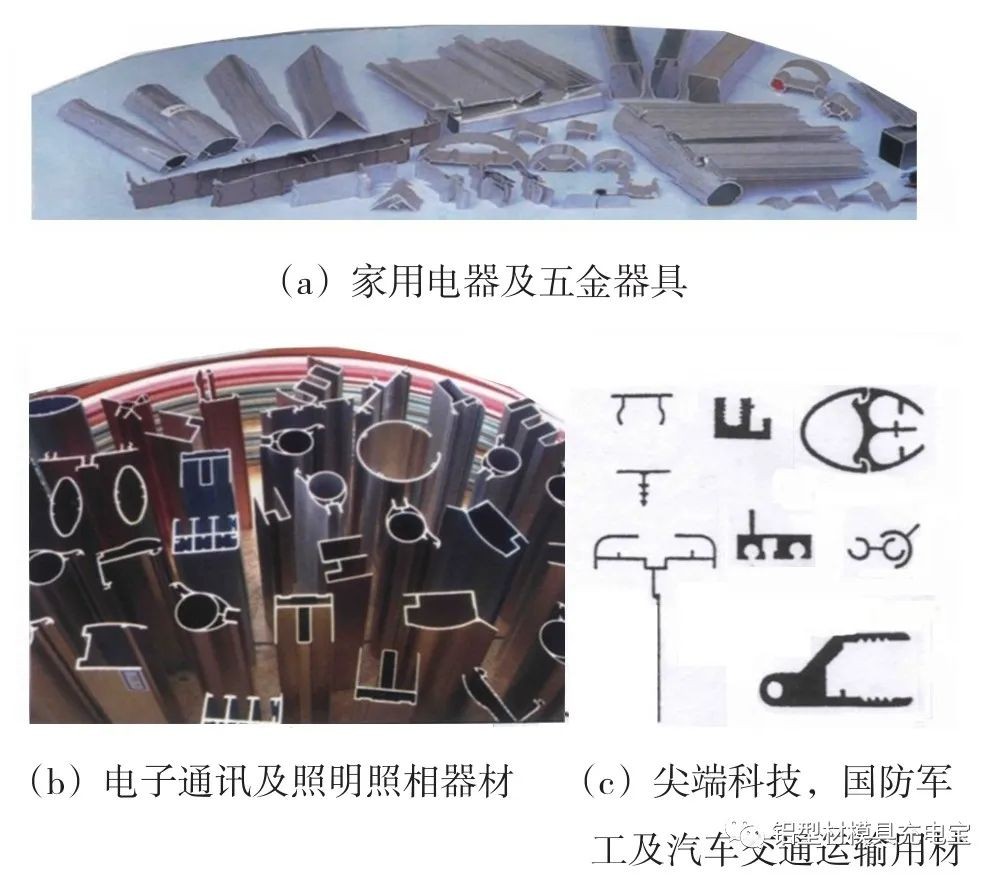
2. Класіфікацыя спецыяльных матэрыялаў для дакладнай экструзіі з алюмініевых сплаваў
Дакладныя або звышдакладныя экструзійныя прафілі з алюмініевых сплаваў шырока выкарыстоўваюцца ў электронных прыборах, абсталяванні сувязі і перадавой навуцы, нацыянальнай абароннай і ваеннай прамысловасці, дакладных механічных прыборах, абсталяванні слабага току, аэракасмічнай і атамнай прамысловасці, энергетыцы і электрастанцыях, падводных лодках і караблях, аўтамабілях і транспартных сродках, медыцынскім абсталяванні, апаратных сродках, асвятленні, фатаграфіі і электронных прыборах. У цэлым, дакладныя або звышдакладныя экструзійныя прафілі з алюмініевых сплаваў можна падзяліць на дзве катэгорыі ў залежнасці ад іх знешніх характарыстык: першая катэгорыя - гэта профілі з малымі памерамі. Гэты тып профілю таксама называецца звышмалым профілем або міні-профілем. Яго агульны памер звычайна складае ўсяго некалькі міліметраў, мінімальная таўшчыня сценкі менш за 0,5 мм, а вага адзінкі складае ад некалькіх грамаў да дзясяткаў грамаў на метр. З-за іх малых памераў на іх звычайна патрабуюцца жорсткія дапушчэнні. Напрыклад, дапушчэнне памераў папярочнага сячэння менш за ±0,05 мм. Акрамя таго, патрабаванні да прамалінейнасці і скруту экструдаваных вырабаў таксама вельмі строгія.
Іншы тып — гэта профілі, якія маюць не вельмі малы памер папярочнага сячэння, але патрабуюць вельмі строгіх дапушчальных памераў, або профілі, якія маюць складаную форму папярочнага сячэння і тонкую таўшчыню сценкі, нягледзячы на вялікі памер папярочнага сячэння. На малюнку 2 паказана спецыяльная прафіляваная труба (прамысловы чысты алюміній), экструдаваная японскай кампаніяй на гарызантальным гідраўлічным прэсе 16,3 МН са спецыяльнай разрэзнай матрицай для аўтамабільнага кандэнсатара кандыцыянера. Складанасць экструзійнага фармавання гэтага тыпу профіляў не меншая, чым у папярэдняга тыпу ультрамалых профіляў. Экструдаваныя профілі з вялікім памерам сячэння і вельмі строгімі патрабаваннямі да дапушчальных памераў патрабуюць не толькі перадавых тэхналогій праектавання прэс-формаў, але і строгіх тэхналогій кіравання ўсім вытворчым працэсам ад загатоўкі да гатовага вырабу.
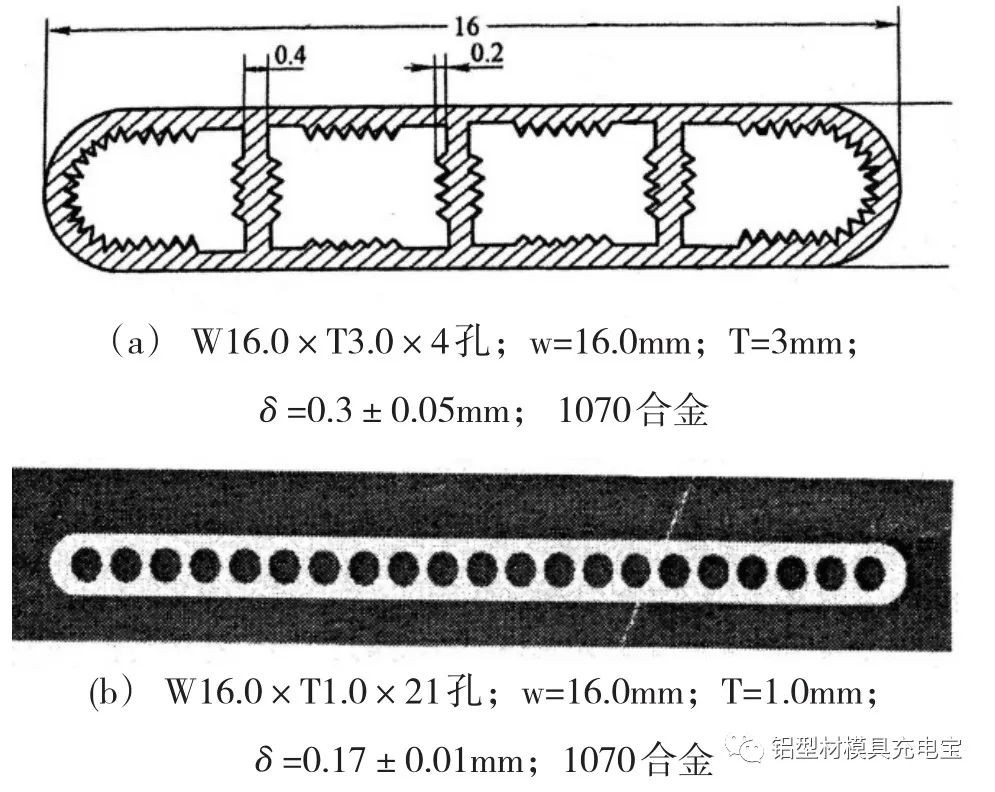
З пачатку 1980-х гадоў, дзякуючы практычнаму прымяненню тэхналогіі бесперапыннай экструзіі Conform і развіццю прамысловых тэхналогій, экструзія малых і ультрамалых профіляў хутка развівалася. Аднак з-за розных прычын, такіх як абмежаванні абсталявання, патрабаванні да якасці прадукцыі і прагрэс у тэхналогіі экструзіі, вытворчасць малых профіляў на звычайным экструзійным абсталяванні ўсё яшчэ складае значную долю. На малюнку 2 паказаны дакладныя профілі экструзіі з выкарыстаннем звычайных разрэзных штампаў. Тэрмін службы формы (асабліва трываласць і зносаўстойлівасць шунтавага моста і стрыжня формы) і паток матэрыялу падчас экструзіі становяцца асноўнымі фактарамі, якія ўплываюць на яе вытворчасць. Гэта звязана з тым, што пры экструзіі памер стрыжня формы невялікі, а форма складаная, а трываласць і зносаўстойлівасць з'яўляюцца важнымі фактарамі, якія ўплываюць на тэрмін службы формы, тэрмін службы формы непасрэдна ўплывае на сабекошт вытворчасці. З іншага боку, многія дакладныя профілі маюць тонкія сценкі і складаную форму, і паток матэрыялу падчас працэсу экструзіі непасрэдна ўплывае на форму і дакладнасць памераў профіляў.
Каб прадухіліць трапленне аксіднай плёнкі і алею на паверхні нарыхтоўкі ў выраб і забяспечыць аднастайную і надзейную якасць вырабу, нагрэтую да зададзенай тэмпературы нарыхтоўку можна ачысціць перад экструзіяй (гэта называецца гарачай ачысткай), а затым хутка змясціць у экструзійны барабан для экструзіі. У той жа час экструдаваная пракладка павінна быць чыстай, каб прадухіліць наліпанне алею і бруду на пракладку падчас працэсу зняцця залішняга ціску пасля адной экструзіі і ўстаноўкі пракладкі ў наступнай экструзіі.
У залежнасці ад дакладнасці памераў сячэння, а таксама допускаў формы і становішча, спецыяльна дакладныя профілі з алюмініевых сплаваў можна падзяліць на спецыяльныя дакладныя профілі з алюмініевых сплаваў і малыя (мініяцюрныя) профілі з алюмініевых сплаваў звышвысокай дакладнасці. Як правіла, іх дакладнасць перавышае нацыянальныя стандарты (напрыклад, GB, JIS, ASTM і г.д.). Звышвысокай дакладнасцю называюць спецыяльныя дакладныя профілі з алюмініевых сплаваў, напрыклад, дапушчальныя адхіленні памераў больш за ±0,1 мм, а дапушчальныя адхіленні таўшчыні сценкі пашкоджанай паверхні знаходзяцца ў межах ±0,05 мм ~ ±0,03 мм для профіляў і труб.
Калі яго дакладнасць больш чым удвая перавышае нацыянальны стандарт звышвысокай дакладнасці, яго называюць малым (мініяцюрным) профілем з алюмініевага сплаву звышвысокай дакладнасцю, напрыклад, з допускам формы ±0,09 мм, допускам таўшчыні сценкі ±0,03 мм ~ ±0,01 мм для малога (мініяцюрнага) профілю або трубы.
3. Перспектывы развіцця спецыяльных матэрыялаў для дакладнай экструзіі з алюмінію і алюмініевых сплаваў
У 2017 годзе вытворчасць і продаж алюмініевых матэрыялаў для апрацоўкі ў свеце перавысілі 6000 тыс. тон у год, з якіх вытворчасць і продаж экструзійных матэрыялаў з алюмінію і алюмініевых сплаваў перавысілі 25000 тыс. тон у год, што складае больш за 40% ад агульнага аб'ёму вытворчасці і продажаў алюмінію. Экструдаваныя алюмініевыя пруткі сярэдняга памеру склалі 90%, з якіх агульныя профілі і пруткі, а таксама профілі малога і сярэдняга памеру для грамадзянскага будаўніцтва складалі больш за 80% прутка, вялікія і сярэднія профілі і спецыяльныя профілі і пруткі складалі толькі каля 15%. Трубы складаюць каля 8% экструдаванага матэрыялу з алюмініевых сплаваў, у той час як профільныя трубы і спецыяльныя спецыяльныя трубы складаюць толькі каля 20% труб. З вышэйсказанага відаць, што найбольш шырока выкарыстоўваюцца экструзійныя матэрыялы з алюмінію і алюмініевых сплаваў, а таксама малыя і сярэднія профілі і пруткі для грамадзянскага будаўніцтва. А спецыяльныя профілі, пруткі і трубы складаюць толькі каля 15%. Асноўнымі характарыстыкамі такой прадукцыі з'яўляюцца: са спецыяльнымі функцыямі або прадукцыйнасцю; Прызначана для пэўнай мэты; Маюць вялікія або малыя памеры па спецыфікацыі; з надзвычай высокай дакладнасцю памераў або патрабаваннямі да паверхні. Такім чынам, разнастайнасць большая, а партыя меншая, неабходнасць павелічэння спецыяльных працэсаў або дадання спецыяльнага абсталявання і інструментаў, вытворчасць складаная, а тэхнічная насычанасць высокая, сабекошт вытворчасці павялічваецца, а дабаўленая вартасць павялічваецца.
З развіццём навукі і тэхналогій і пастаянным паляпшэннем узроўню жыцця людзей, патрабаванні да вытворчасці, якасці і разнастайнасці прадукцыі з алюмінію і алюмініевых сплаваў сталі расці ўсё вышэйшымі, асабліва ў апошнія гады, з'яўленне персаналізацыі прадукцыі спрыяла распрацоўцы спецыяльных профіляў і труб з персаналізаванымі характарыстыкамі і спецыфічным выкарыстаннем.
Звышдакладныя профілі шырока выкарыстоўваюцца ў электронных прыборах, сувязі, пошце і тэлекамунікацыйным абсталяванні, дакладных машынах, абсталяванні слабатоку, аэракасмічнай прамысловасці, атамных падводных лодках і караблях, аўтамабільнай прамысловасці і іншых галінах, дзе вырабляюцца вельмі дакладныя дэталі з малымі, тонкасценнымі перасекамі. Звычайна патрабаванні да дапушчальных адхіленняў вельмі строгія, напрыклад, дапушчальны адхіленне памеру контуру перасеку складае менш за ±0,10 мм, а дапушчальны адхіленне таўшчыні сценкі — менш за ±0,05 мм. Акрамя таго, вельмі строгія патрабаванні да плоскасці, скручвання і іншых формаў і размяшчэння экструдаваных вырабаў. Акрамя таго, у працэсе экструзіі спецыяльных малых звышдакладных профіляў з алюмініевых сплаваў вельмі строгія патрабаванні да абсталявання, формы і працэсу. Дзякуючы хуткаму развіццю сучаснай прамысловасці, перадавым дасягненням у галіне абароны, навуковых даследаванняў і іншых праектаў, а таксама павышэнню ступені персаналізацыі, колькасць, разнастайнасць і якасць малых ультрадакладных профіляў пастаянна павялічваюцца. Нягледзячы на тое, што ў апошнія гады было распрацавана і выраблена шмат высакаякасных малых ультрадакладных профіляў з алюмініевых сплаваў, яны ўсё яшчэ не могуць задаволіць патрэбы рынку. У прыватнасці, усё яшчэ існуе вялікі разрыў паміж айчыннымі тэхналогіямі і абсталяваннем для вытворчасці малых ультрадакладных профіляў з алюмініевых сплаваў і міжнародным перадавым узроўнем, які не можа задаволіць попыт айчыннага і замежнага рынку і павінен быць дагнаны.
4. Заключэнне
Спецыяльная дакладная экструзія алюмінію і алюмініевых сплаваў (профілі і трубы) мае складаную форму, тонкую сценку, высокія патрабаванні да дапушчальных памераў, дакладнасці формы і становішча. Высокая тэхнічная якасць, складаная вытворчасць высакаякасных і дробных матэрыялаў. Гэта неабходныя ключавыя матэрыялы для нацыянальнай эканомікі і абароны краіны, шырокі спектр прымянення і перспектыўныя перспектывы развіцця. Вытворчасць гэтага прадукту мае асаблівыя патрабаванні да нарыхтовак, інструментаў, экструзійнага абсталявання і працэсу экструзіі, і для атрымання выдатных прадуктаў партыямі неабходна вырашыць шэраг ключавых тэхнічных праблем.
Пад рэдакцыяй Мэй Цзян з MAT Aluminum
Час публікацыі: 07 красавіка 2024 г.



