

1. Уводзіны
Палягчэнне канструкцый аўтамабіляў пачалося ў развітых краінах і першапачаткова ўзначальвалася традыцыйнымі аўтамабільнымі гігантамі. Дзякуючы пастаяннаму развіццю, яно набрала значны абароты. З таго часу, як індыйцы ўпершыню выкарысталі алюмініевыя сплаў для вытворчасці аўтамабільных каленчатых валаў, да першай масавай вытворчасці цалкам алюмініевых аўтамабіляў Audi ў 1999 годзе, алюмініевыя сплаўныя матэрыялы значна выраслі ў аўтамабільнай прамысловасці дзякуючы сваім перавагам, такім як нізкая шчыльнасць, высокая ўдзельная трываласць і калянасць, добрая эластычнасць і ўдаратрываласць, высокая перапрацоўваемасць і высокая хуткасць рэгенерацыі. Да 2015 года доля прымянення алюмініевых сплаваў у аўтамабілях ужо перавысіла 35%.
Кітайская тэхналогія палегчання аўтамабіляў пачалася менш за 10 гадоў таму, і як тэхналогіі, так і ўзровень прымянення адстаюць ад развітых краін, такіх як Германія, ЗША і Японія. Аднак з развіццём транспартных сродкаў на новых крыніцах энергіі палегчаныя матэрыялы хутка прагрэсуюць. Выкарыстоўваючы рост папулярнасці транспартных сродкаў на новых крыніцах энергіі, кітайская тэхналогія палегчаных аўтамабільных тэхналогій дэманструе тэндэнцыю даганяць развітыя краіны.
Рынак лёгкіх матэрыялаў у Кітаі велізарны. З аднаго боку, у параўнанні з развітымі краінамі, тэхналогія палегчаных матэрыялаў у Кітаі пачалася позна, і агульная маса аўтамабіляў у складзе большая. Улічваючы паказчык долі лёгкіх матэрыялаў у замежных краінах, у Кітаі ўсё яшчэ ёсць шмат магчымасцей для развіцця. З іншага боку, дзякуючы палітыцы, хуткае развіццё кітайскай аўтамабільнай прамысловасці на новых крыніцах энергіі павялічыць попыт на лёгкія матэрыялы і заахвоціць аўтамабільныя кампаніі пераходзіць да палегчаных матэрыялаў.
Паляпшэнне стандартаў выкідаў і спажывання паліва прымушае паскорыць працэс памяншэння вагі аўтамабіляў. Кітай цалкам укараніў стандарты выкідаў China VI у 2020 годзе. Згодна з «Метадам ацэнкі і паказчыкамі спажывання паліва легкавых аўтамабіляў» і «Дарожнай картай энергазберажэння і тэхналогій новых энергетычных транспартных сродкаў», стандарт спажывання паліва складае 5,0 л/км. Улічваючы абмежаваную прастору для істотных прарываў у тэхналогіі рухавікоў і скарачэнні выкідаў, прыняцце мер па памяншэнні вагі аўтамабільных кампанентаў можа эфектыўна знізіць выкіды аўтамабіляў і спажыванне паліва. Памяншэнне вагі транспартных сродкаў на новых энергетычных сродках стала важным напрамкам развіцця галіны.
У 2016 годзе Кітайскае таварыства аўтамабільных інжынераў апублікавала «Дарожную карту энергазберажэння і тэхналогій для транспартных сродкаў на новых крыніцах энергіі», у якой былі запланаваны такія фактары, як спажыванне энергіі, запас ходу і вытворчыя матэрыялы для транспартных сродкаў на новых крыніцах энергіі з 2020 па 2030 год. Палегчаная вага будзе ключавым напрамкам будучага развіцця транспартных сродкаў на новых крыніцах энергіі. Палегчаная вага можа павялічыць запас ходу і вырашыць праблему «трывогі з нагоды запасу ходу» ў транспартных сродках на новых крыніцах энергіі. З ростам попыту на павялічаную далёкасць ходу палегчаная вага аўтамабіляў становіцца актуальнай, і продажы транспартных сродкаў на новых крыніцах энергіі значна выраслі ў апошнія гады. Згодна з патрабаваннямі сістэмы ацэнкі і «Сярэднетэрміновага і доўгатэрміновага плана развіцця аўтамабільнай прамысловасці», мяркуецца, што да 2025 года продажы транспартных сродкаў на новых крыніцах энергіі ў Кітаі перавысяць 6 мільёнаў адзінак, а сукупны гадавы тэмп росту перавысіць 38%.
2. Характарыстыкі і прымяненне алюмініевых сплаваў
2.1 Характарыстыкі алюмініевага сплаву
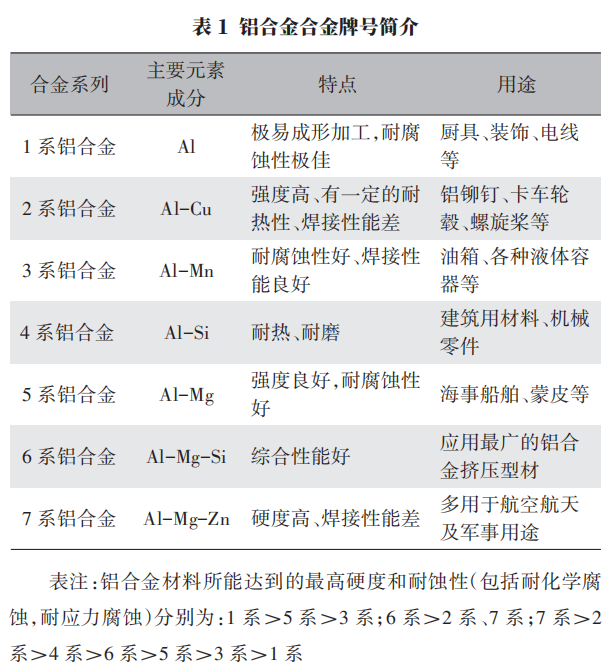
Шчыльнасць алюмінію складае траціну шчыльнасці сталі, што робіць яго лягчэйшым. Ён мае больш высокую ўдзельную трываласць, добрую здольнасць да экструзіі, высокую каразійную стойкасць і высокую перапрацоўвальнасць. Алюмініевыя сплавы характарызуюцца тым, што ў асноўным складаюцца з магнію, валодаюць добрай цеплаўстойлівасцю, добрымі зварачнымі ўласцівасцямі, добрай трываласцю на стомленасць, не ўмацоўваюцца тэрмічнай апрацоўкай і здольныя павялічваць трываласць пры халоднай апрацоўцы. Серыя 6 характарызуецца тым, што ў асноўным складаецца з магнію і крэмнію, прычым Mg2Si з'яўляецца асноўнай фазай умацавання. Найбольш шырока выкарыстоўванымі сплавамі ў гэтай катэгорыі з'яўляюцца 6063, 6061 і 6005A. Алюмініевая пласціна 5052 - гэта алюмініевая пласціна серыі AL-Mg, прычым магній з'яўляецца асноўным легіруючым элементам. Гэта найбольш шырока выкарыстоўваны антыкаразійны алюмініевы сплаў. Гэты сплаў мае высокую трываласць, высокую трываласць на стомленасць, добрую пластычнасць і каразійную стойкасць, не ўмацоўваецца тэрмічнай апрацоўкай, мае добрую пластычнасць пры паўхалоднай наклейцы, нізкую пластычнасць пры халоднай наклейцы, добрую каразійную стойкасць і добрыя зварачныя ўласцівасці. Ён у асноўным выкарыстоўваецца для такіх кампанентаў, як бакавыя панэлі, накрыўкі даху і дзвярныя панэлі. Алюмініевы сплаў 6063 — гэта тэрмаапрацоўваны ўмацоўваючы сплаў серыі AL-Mg-Si, у якім асноўнымі легіруючымі элементамі з'яўляюцца магній і крэмній. Гэта тэрмаапрацоўваны ўмацоўваючы профіль з алюмініевага сплаву сярэдняй трываласці, які ў асноўным выкарыстоўваецца ў канструкцыйных элементах, такіх як калоны і бакавыя панэлі, для забеспячэння трываласці. Уводзіны ў маркі алюмініевых сплаваў прыведзены ў табліцы 1.
2.2 Экструзія — важны метад фармавання алюмініевых сплаваў
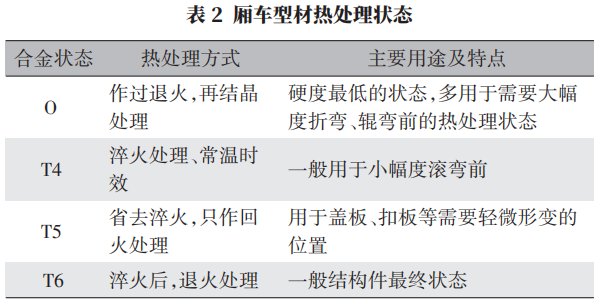
Экструзія алюмініевых сплаваў — гэта метад гарачага фармавання, і ўвесь вытворчы працэс уключае фармаванне алюмініевага сплаву пад трохбаковым сціскальным напружаннем. Увесь вытворчы працэс можна апісаць наступным чынам: а. Алюміній і іншыя сплавы плавяцца і адліваюцца ў неабходныя алюмініевыя нарыхтоўкі; б. Папярэдне нагрэтыя нарыхтоўкі змяшчаюцца ў экструзійнае абсталяванне для экструзіі. Пад дзеяннем галоўнага цыліндру алюмініевая нарыхтоўка фармуецца ў патрэбныя профілі праз поласць формы; в. Для паляпшэння механічных уласцівасцей алюмініевых профіляў падчас або пасля экструзіі праводзіцца апрацоўка на раствор, а затым старэнне. Механічныя ўласцівасці пасля старэння адрозніваюцца ў залежнасці ад розных матэрыялаў і рэжымаў старэння. Стан тэрмічнай апрацоўкі профіляў скрынкападобных грузавікоў паказаны ў табліцы 2.
Экструдаваныя вырабы з алюмініевых сплаваў маюць шэраг пераваг перад іншымі метадамі фармавання:
а. Падчас экструзіі экструдаваны метал атрымлівае больш моцнае і раўнамернае трохбаковае сціскальнае напружанне ў зоне дэфармацыі, чым пры пракаце і коўцы, таму ён можа цалкам прайграць пластычнасць апрацаванага металу. Яго можна выкарыстоўваць для апрацоўкі цяжкадэфармаваных металаў, якія нельга апрацаваць пракаткай або коўкай, і для вырабу розных складаных полых або цвёрдых папярочных дэталяў.
b. Паколькі геаметрыя алюмініевых профіляў можа быць зменнай, іх кампаненты маюць высокую калянасць, што можа палепшыць калянасць кузава аўтамабіля, знізіць яго характарыстыкі шумапаглынання і палепшыць дынамічныя характарыстыкі кіравання аўтамабілем.
c. Вырабы з эфектыўнасцю экструзіі пасля загартоўкі і старэння маюць значна вышэйшую падоўжную трываласць (R, Raz), чым вырабы, апрацаваныя іншымі метадамі.
г. Паверхня вырабаў пасля экструзіі мае добры колер і добрую каразійную ўстойлівасць, што выключае неабходнасць у іншай антыкаразійнай апрацоўцы паверхні.
е. Экструзійная апрацоўка мае вялікую гнуткасць, нізкія выдаткі на інструменты і формы, а таксама нізкія выдаткі на змяненне канструкцыі.
f. Дзякуючы кіравальнасці папярочных сячэнняў алюмініевых профіляў можна павялічыць ступень інтэграцыі кампанентаў, паменшыць колькасць кампанентаў, а розныя канструкцыі папярочных сячэнняў дазваляюць дасягнуць дакладнага пазіцыянавання зваркі.
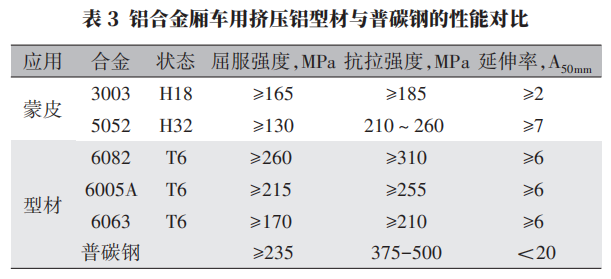
Параўнанне характарыстык экструдаваных алюмініевых профіляў для грузавікоў фургоннага тыпу і звычайнай вугляродзістай сталі паказана ў табліцы 3.
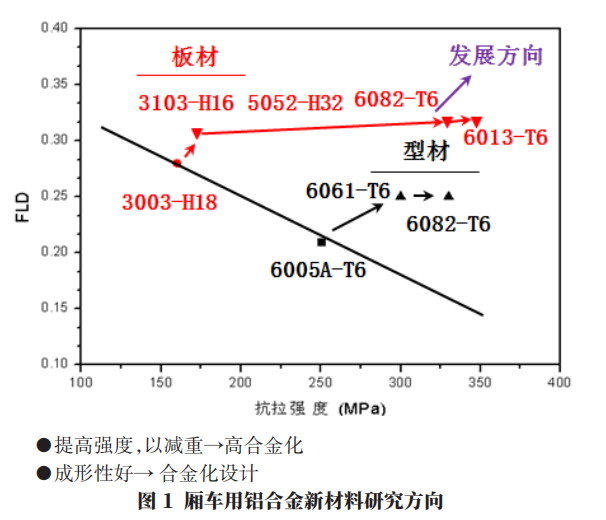
Наступны кірунак развіцця профіляў з алюмініевых сплаваў для грузавікоў фургоннага тыпу: далейшае павышэнне трываласці профіляў і павышэнне эфектыўнасці экструзіі. Кірунак даследаванняў новых матэрыялаў для профіляў з алюмініевых сплаваў для грузавікоў фургоннага тыпу паказаны на малюнку 1.
3. Канструкцыя, аналіз трываласці і праверка алюмініевага сплаву грузавіка-фургона
3.1 Канструкцыя грузавіка з алюмініевага сплаву
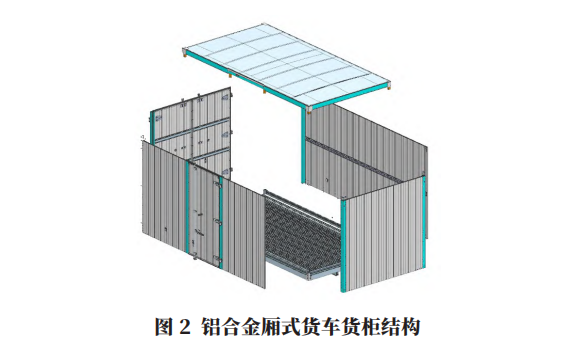
Кантэйнер кузава ў асноўным складаецца з пярэдняй панэлі, левай і правай бакавых панэляў, бакавых панэляў задніх дзвярэй, падлогі, даху, а таксама U-вобразных нітаў, бакавых ахоўных прылад, задніх ахоўных прылад, брызгавікоў і іншых аксесуараў, злучаных з шасі другога класа. Папярочныя бэлькі кузава, стойкі, бакавыя бэлькі і дзвярныя панэлі выраблены з экструдаваных профіляў з алюмініевага сплаву, а панэлі падлогі і даху выраблены з плоскіх лістоў з алюмініевага сплаву 5052. Канструкцыя кузава з алюмініевага сплаву паказана на малюнку 2.
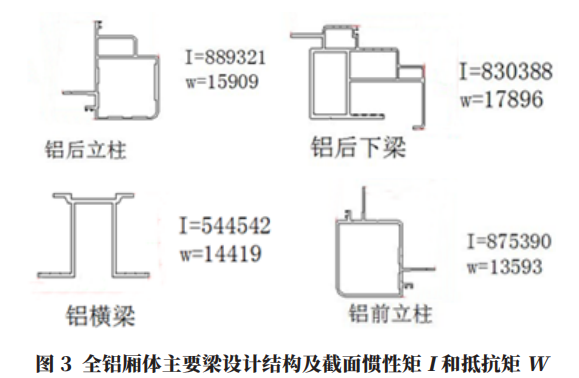
Выкарыстоўваючы працэс гарачай экструзіі з алюмініевага сплаву 6-й серыі, можна фармаваць складаныя полыя папярочныя сячэнні. Канструкцыя алюмініевых профіляў са складанымі папярочнымі сячэннямі дазваляе эканоміць матэрыялы, задавальняць патрабаванні трываласці і калянасці вырабу, а таксама задавальняць патрабаванні ўзаемнага злучэння паміж рознымі кампанентамі. Такім чынам, канструкцыя галоўнай бэлькі, моманты інэрцыі сячэння I і моманты супраціву W паказаны на малюнку 3.
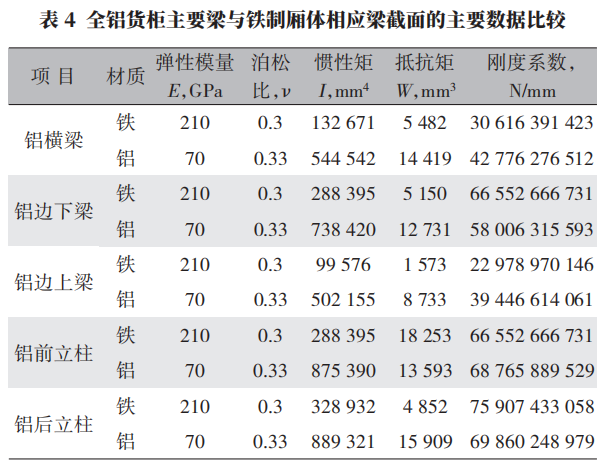
Параўнанне асноўных дадзеных у табліцы 4 паказвае, што моманты інэрцыі сячэння і моманты супраціву распрацаванага алюмініевага профілю лепшыя, чым адпаведныя дадзеныя жалезнага бэлькавага профілю. Дадзеныя каэфіцыента калянасці прыблізна такія ж, як і для адпаведнага жалезнага бэлькавага профілю, і ўсе яны адпавядаюць патрабаванням да дэфармацыі.
3.2 Разлік максімальнага напружання
У якасці аб'екта вымярэння выкарыстоўваецца ключавы апорны кампанент — папярочная бэлька, і максімальнае напружанне разлічваецца. Намінальная нагрузка складае 1,5 т, а папярочная бэлька выраблена з алюмініевага сплаву 6063-T6 з механічнымі ўласцівасцямі, паказанымі ў табліцы 5. Для разліку сілы бэлька спрашчаецца як кансольная канструкцыя, як паказана на малюнку 4.
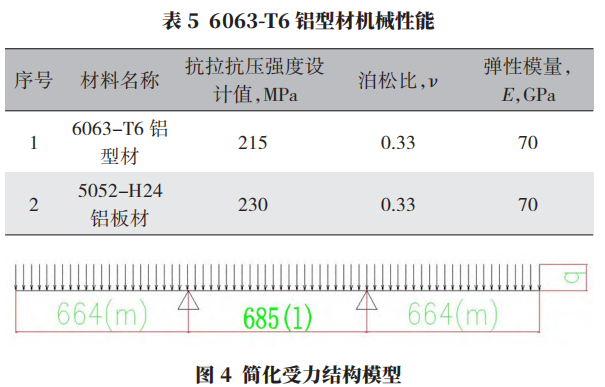
Улічваючы бэльку пралётам 344 мм, сціскальная нагрузка на бэльку разлічваецца як F=3757 Н зыходзячы з 4,5 т, што ў тры разы перавышае стандартную статычную нагрузку. q=F/L
дзе q — унутранае напружанне бэлькі пад нагрузкай, Н/мм; F — нагрузка, якую нясе бэлька, разлічаная зыходзячы з 3-кратнай стандартнай статычнай нагрузкі, якая складае 4,5 т; L — даўжыня бэлькі, мм.
Такім чынам, унутранае напружанне q роўнае:

Формула разліку напружання выглядае наступным чынам:

Максімальны момант складае:

Прымаючы абсалютнае значэнне моманту M=274283 Н·мм, максімальнае напружанне σ=M/(1,05×w)=18,78 МПа і максімальнае значэнне напружання σ<215 МПа, што адпавядае патрабаванням.
3.3 Характарыстыкі падключэння розных кампанентаў
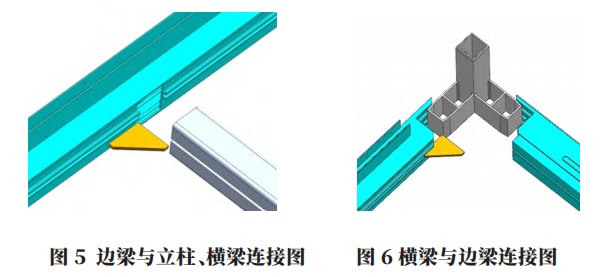
Алюмініевы сплаў мае дрэнныя зварачныя ўласцівасці, а трываласць яго кропкі зваркі складае толькі 60% ад трываласці асноўнага матэрыялу. З-за таго, што паверхня алюмініевага сплаву пакрыта пластом Al2O3, тэмпература плаўлення Al2O3 высокая, а тэмпература плаўлення алюмінію — нізкая. Пры зварцы алюмініевага сплаву Al2O3 на паверхні павінен быць хутка разбураны для выканання зваркі. У той жа час рэшткі Al2O3 застануцца ў растворы алюмініевага сплаву, уплываючы на структуру алюмініевага сплаву і зніжаючы трываласць кропкі зваркі. Таму пры праектаванні цалкам алюмініевага кантэйнера гэтыя характарыстыкі ўлічваюцца ў поўнай меры. Зварка з'яўляецца асноўным метадам пазіцыянавання, а асноўныя апорныя кампаненты злучаюцца балтамі. Такія злучэнні, як клёпкі і канструкцыя «ластаўчын хвост», паказаны на малюнках 5 і 6.
Асноўная канструкцыя цалкам алюмініевага корпуса скрынкі складаецца з гарызантальных бэлек, вертыкальных слупоў, бакавых бэлек і краявых бэлек, якія злучаюцца адна з адной. Паміж кожнай гарызантальнай бэлькай і вертыкальнай стойкай ёсць чатыры кропкі злучэння. Кропкі злучэння абсталяваны зубчастымі пракладкамі, якія ўваходзяць у зачапленне з зубчастым краем гарызантальнай бэлькі, эфектыўна прадухіляючы слізганне. Восем вуглавых кропак у асноўным злучаны сталёвымі ўстаўкамі, якія мацуюцца балтамі і самафіксуючыміся заклёпкамі, і ўзмоцнены 5-міліметровымі трохкутнымі алюмініевымі пласцінамі, прываранымі ўнутры скрынкі для ўмацавання кутніх пазіцый унутры. Знешні выгляд скрынкі не мае зваркі або адкрытых кропак злучэння, што забяспечвае агульны выгляд скрынкі.
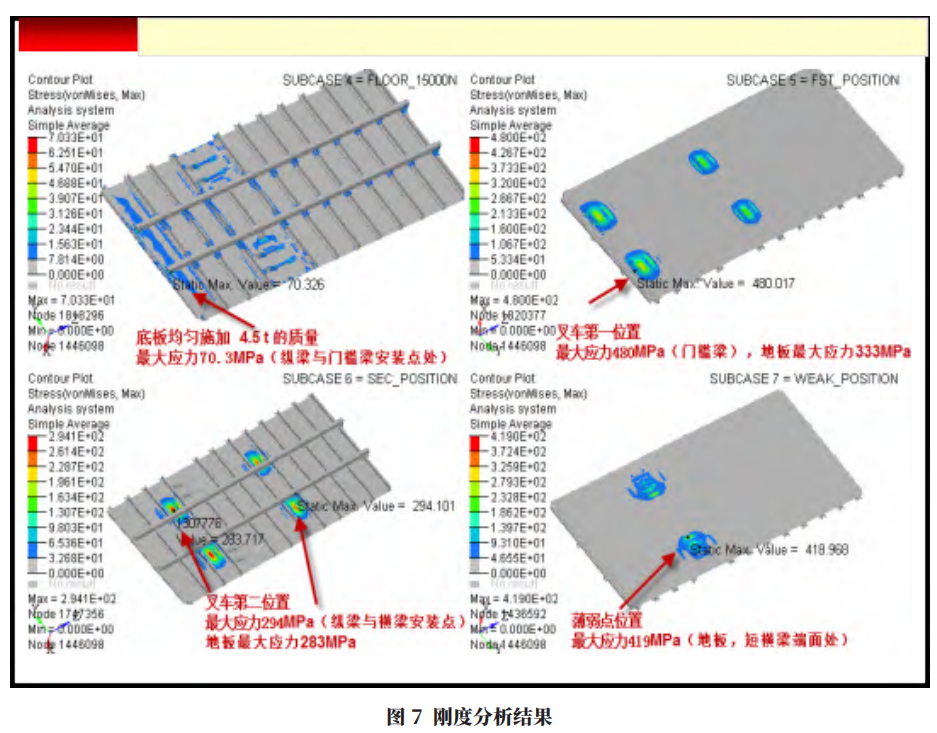
3.4 SE-тэхналогія сінхроннага машынабудавання
Тэхналогія сінхроннага праектавання SE выкарыстоўваецца для вырашэння праблем, выкліканых вялікімі назапашанымі адхіленнямі памераў для супадзення кампанентаў у каробцы корпуса, а таксама цяжкасцямі ў пошуку прычын зазораў і парушэнняў плоскасці. З дапамогай CAE-аналізу (гл. малюнак 7-8) праводзіцца параўнальны аналіз з каробкамі корпуса з чыгуну, каб праверыць агульную трываласць і калянасць каробкі корпуса, знайсці слабыя месцы і прыняць меры па больш эфектыўнай аптымізацыі і паляпшэнні схемы праектавання.
4. Эфект палегчання грузавіка з алюмініевага сплаву
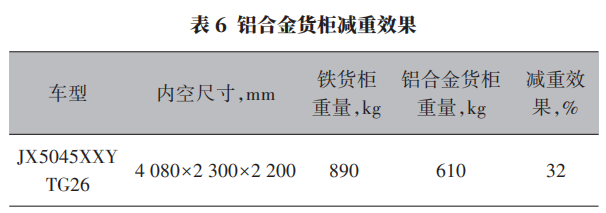
Акрамя кузава, алюмініевыя сплавы могуць выкарыстоўвацца для замены сталі ў розных кампанентах кантэйнераў скрынкавага тыпу для грузавікоў, такіх як крыла, заднія ахоўныя шчыткі, бакавыя ахоўныя шчыткі, дзвярныя зашчапкі, дзвярныя завесы і краю задняга фартуха, што дазваляе знізіць вагу грузавога адсека на 30–40 %. Эфект зніжэння вагі пустога грузавога кантэйнера памерам 4080 мм × 2300 мм × 2200 мм паказаны ў табліцы 6. Гэта кардынальна вырашае праблемы празмернай вагі, невыканання заяў і рэгулятарных рызык традыцыйных жалезных грузавых адсекаў.
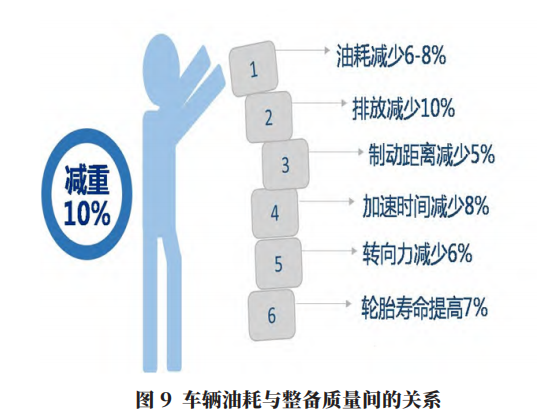
Замена традыцыйнай сталі алюмініевымі сплавамі для аўтамабільных кампанентаў не толькі дазваляе дасягнуць выдатнага эфекту палегчання, але і спрыяць эканоміі паліва, скарачэнню выкідаў і паляпшэнню характарыстык аўтамабіля. У цяперашні час існуюць розныя меркаванні адносна ўкладу палегчання ў эканомію паліва. Вынікі даследаванняў Міжнароднага інстытута алюмінію паказаны на малюнку 9. Кожныя 10% зніжэння вагі аўтамабіля могуць знізіць расход паліва на 6-8%. Згодна з айчыннай статыстыкай, зніжэнне вагі кожнага легкавога аўтамабіля на 100 кг можа знізіць расход паліва на 0,4 л/100 км. Уклад палегчання ў эканомію паліва заснаваны на выніках, атрыманых з дапамогай розных метадаў даследавання, таму існуюць некаторыя адрозненні. Аднак палегчанасць аўтамабіляў аказвае значны ўплыў на зніжэнне расходу паліва.
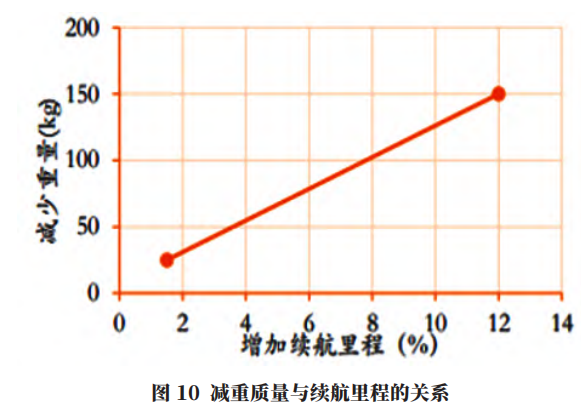
Для электрамабіляў эфект памяншэння дыяпазону яшчэ больш выяўлены. У цяперашні час шчыльнасць энергіі акумулятараў электрамабіляў значна адрозніваецца ад шчыльнасці энергіі традыцыйных аўтамабіляў на вадкім паліве. Вага сістэмы харчавання (уключаючы акумулятар) электрамабіляў часта складае ад 20% да 30% ад агульнай вагі аўтамабіля. Адначасова пераадоленне недахопу прадукцыйнасці акумулятараў з'яўляецца глабальнай праблемай. Да таго, як адбудзецца значны прарыў у тэхналогіі высокапрадукцыйных акумулятараў, памяншэнне дыяпазону ходу з'яўляецца эфектыўным спосабам паляпшэння запасу ходу электрамабіляў. На кожныя 100 кг зніжэння вагі запас ходу электрамабіляў можа павялічыцца на 6%-11% (суадносіны паміж зніжэннем вагі і запасам ходу паказана на малюнку 10). У цяперашні час запас ходу выключна электрамабіляў не можа задаволіць патрэбы большасці людзей, але зніжэнне вагі на пэўную велічыню можа значна палепшыць запас ходу, зменшыць трывогу з нагоды запасу ходу і палепшыць зручнасць карыстання.
5. Заключэнне
Акрамя цалкам алюмініевай канструкцыі фургонаў з алюмініевага сплаву, прадстаўленай у гэтым артыкуле, існуюць розныя тыпы фургонаў, такія як алюмініевыя сотавыя панэлі, алюмініевыя пласціны-спражкі, алюмініевыя рамы + алюмініевая абшыўка і гібрыдныя жалеза-алюмініевыя грузавыя кантэйнеры. Яны маюць перавагі лёгкай вагі, высокай удзельнай трываласці і добрай каразійнай устойлівасці, і не патрабуюць электрафарэтычнай фарбы для абароны ад карозіі, што змяншае ўздзеянне электрафарэтычнай фарбы на навакольнае асяроддзе. Фургон з алюмініевага сплаву кардынальна вырашае праблемы празмернай вагі, невыканання заяў і рэгулятарных рызык традыцыйных жалезных грузавых адсекаў.
Экструзія з'яўляецца важным метадам апрацоўкі алюмініевых сплаваў, а алюмініевыя профілі валодаюць выдатнымі механічнымі ўласцівасцямі, таму калянасць сячэння кампанентаў адносна высокая. Дзякуючы зменнаму папярочнаму сячэнню алюмініевыя сплавы могуць дасягаць спалучэння функцый некалькіх кампанентаў, што робіць іх добрым матэрыялам для палегчанай аўтамабільнай канструкцыі. Аднак шырокае прымяненне алюмініевых сплаваў сутыкаецца з такімі праблемамі, як недастатковая канструктарская здольнасць грузавых адсекаў з алюмініевых сплаваў, праблемы з фармаваннем і зваркай, а таксама высокія выдаткі на распрацоўку і прасоўванне новых прадуктаў. Асноўная прычына заключаецца ў тым, што алюмініевыя сплавы каштуюць даражэй за сталь, пакуль не сфарміруецца экалогія перапрацоўкі алюмініевых сплаваў.
У заключэнне, сфера прымянення алюмініевых сплаваў у аўтамабілях будзе пашырацца, а іх выкарыстанне будзе працягваць расці. У сучасных тэндэнцыях энергазберажэння, скарачэння выкідаў і развіцця аўтамабільнай прамысловасці новых відаў энергіі, з паглыбленым разуменнем уласцівасцей алюмініевых сплаваў і эфектыўнымі рашэннямі праблем іх прымянення, экструзійныя алюмініевыя матэрыялы будуць больш шырока выкарыстоўвацца ў аўтамабільнай прамысловасці.
Пад рэдакцыяй Мэй Цзян з MAT Aluminum
Час публікацыі: 12 студзеня 2024 г.



